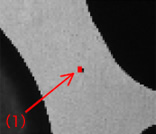







事例(6) 金属加工面傷検査
お客様の相談内容 |
|
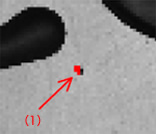
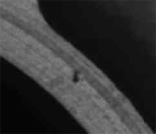
| 金属加工面に鋳巣、ミクイ、欠け、スクラッチなどがないか検査を行いたい。 | |
検査対象 |
|
提案内容 |
|
主な使用機器 |
|
機器設定 |
|
画像処理結果イメージ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| (単位:mm) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

お客様の相談内容 |
|
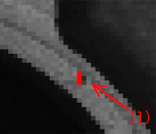
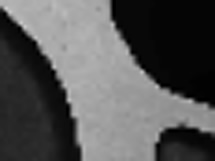
| 金属加工面に鋳巣、ミクイ、欠け、スクラッチなどがないか検査を行いたい。 | |
検査対象 |
|
提案内容 |
|
主な使用機器 |
|
機器設定 |
|
画像処理結果イメージ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| (単位:mm) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||